During electrospinning, the accelerating and thinning jet causes rapid vaporization of the solution to form relatively dry fibers at the collector. While conventional usage of electrospinning is to produce fibers, other researchers are exploring its potential use as a drying technology. Electrospinning has been studied widely as a drug delivery agent and recently it has been explored as a drying technology for biological agents. Conventional technology such as freeze drying and heat drying may affect the viability of proteins and other biological agents. In the latter, heat is known to damage proteins while during the freeze drying process, ice crystals may also damage protein structure. With electrospinning, the drying environment is at room temperature and avoids any extreme temperatures which may damage the biological agents.
Rapid vaporization of the solvent during electrospinning may help to maintain the amorphous state of previously crystalline drugs. Ning et al (2021) used core-shell electrospinning with non-electrospinnable sucralose and low molecular weight polyvinylpyrrolidone (PVP) as the shell and the drug diclofenac sodium (DS) and high molecular weight PVP as the core. Both sucralose and DS are crystalline in its pure solid form. However, with the addition of PVP and electrospinning, sucralose and DS was able to retain its amorphous state after electrospinning to form fibers. Sucralose and DS were found to form secondary bonds with PVP molecules and these may have helped to retard crystallization during the electrospinning process. Further, the rapid vaporization during electrospinning also reduces the time available for crystallization of sucralose and DS molecules. The amorphous state of the active ingredients contributed to the rapid dissolution and release of DS in the presence of water with the electrospun membrane completely disappearing within 16s. However, DS powder which is crystalline took almost an hour for complete dissolution.
Many biological agents are administered in a solution form but having them dried during storage can improve their shelf-life. High surface area of electrospun fibers and using water soluble polymers as encapsulation agents meant that the loaded fibers can be dissolved quickly for reconstituting the biological agent. Monoclonal antibody (mAb) has been successfully loaded into electrospun water soluble 2-hydroxypropyl-β-cyclodextrin (HP-β-CD) fibers. Domján et al (2020) showed that infliximab remained viable with no sign of degradation after electrospinning with HP-β-CD. The electrospun HP-β-CD fibers containing infliximab completely dissolved in water after 120s without any vigorous mixing.
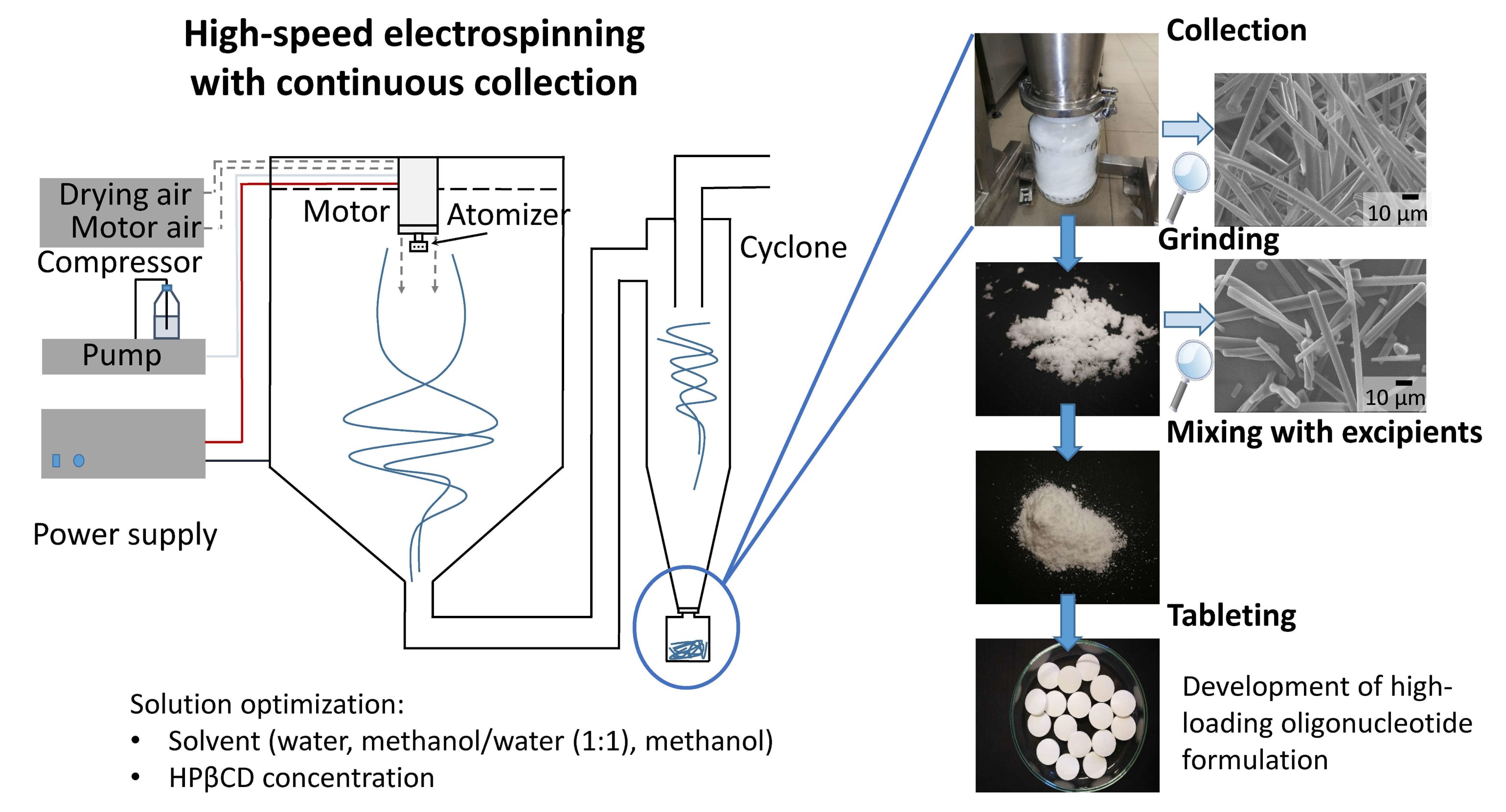
Drugs for oral intake typically come in the form of tablets or capsules. Hirsch et al (2023) used a modified electrospinning setup to produce drug loaded electrospun fibers that can be easily compacted to form a tablet. A multi-orifice rotating spinneret was used for rapid dispensing of the solution. An air dry blower was installed behind the spinneret so that the generated dry air helps to carry the electrospun fibers to a cyclone chamber which compacts the fiber into a glass bottle. This method was used to produce fibers containing antisense oligonucleotides (ASOs) with 2-Hydroxypropyl-beta-cyclodextrin (HPβCD) as the carrier and eventual milling and compression tableting into tablets. An advantage of using electrospinning to produce stable solid forms of sensitive biologicals including oligonucleotides is that it avoided freezing stresses caused by freeze drying. The setup used by Hirsch et al (2023) contained 8 orifices and the rotational speed of the spinneret was 10,000 rpm with an applied voltage of 40 kV. This was able to reach a production rate of ~330 g/h.
In 2020, the Covid-19 pandemic has raised the awareness of the importance of rapid development in vaccines and its transportation. Dowlath et al (2021) demonstrated the potential use of electrospinning as a drying process for encapsulating virus-like particle (VLP) vaccine. This VLP is derived from rabbit hemorrhagic disease virus modified to carry the MHC-I gp100 tumor-associated antigen epitope. The VLP was blended into a polyvinylpyrrolidone (PVP) solution followed by electrospinning into fibers. The electrospinning process dries the VLP while the polymer matrix protects the VLP from environmental damage. Prior to vaccination, the VLP loaded nanofiber samples were dissolved in PBS and added with CpG oligonucleotide as an adjuvant. In vivo tests were carried out on mice by subcutaneous administration to the left flank. VLP released by electrospun nanofibers was shown to induce comparable antibody titers to that of the VLP delivered in PBS. This shows that electrospinning can be used to process VLP into a dry formulation nanofiber for reconstituting prior to delivery and maintaining its immunogenicity.
Biological agents may be dried for storage but it is important that its viability or the efficacy does not deteriorate significantly during storage. Hirsch et al (2021) tested several excipients loaded into electrospun fibers on their ability to maintain viability of encapsulated microbes. Excipients may afford protection due to their amorphous state by restricting molecular movement in their glassy matrix which may damage the microbe. Other excipients may be prebiotics which may help the maintenance of the microbes. Hirsch et al (2021) used Lactobacillus paracasei blended in polyvinyl alcohol (PVA)/polyethylene oxide(PEO) solution and stabilizing excipient (glucose, lactose, mannitol, saccharose, trehalose, inulin) and electrospinning. Saccharose, trehalose and skim milk were found to be the most effective excipients and showed similar or better results compared to other drying techniques. L. paracasei dried using electrospinning and skim milk as excipient has a survival rate of 85% compared to just 32% using spray drying using skim milk. Lower temperature was also found to enhance storage survival rate. The viability of the bacteria drops to zero in 7 to 120 days when stored at 25 °C. However, the bacteria remains viable for 1 year of storage at 7 °C and -20 °C after which storage at -20 °C showed better survival rate. The lesser viability at higher storage temperature has been attributed to the movement of molecules at higher temperature which may damage cell walls. Dissolution of the PVA/PEO fibers containing the excipients and microbes were rapid with complete dissolution in 1s. Gelation of PVA was not seen and this has been attributed to high loading of water soluble excipients.
Published date: 23 July 2024
Last updated: -
▼ Reference
-
Domján J, Vass P, Hirsch E, Szabó E, Pantea E, Andersen S K, Vigh T, Verreck G, Marosi G, K. Nagy Z K. Monoclonal antibody formulation manufactured by high-speed electrospinning. International Journal of Pharmaceutics 2020; 591: 120042.
Open Access
-
Dowlath S, Campbell K, Al-Barwani F, Young VL, Young SL, Walker GF, Ward VK. Dry Formulation of Virus-Like Particles in Electrospun Nanofibers. Vaccines. 2021; 9(3):213.
Open Access
-
Hirsch E, Pantea E, Vass P, Domján J, Molnár M, Suhajda A, Andersen S K, Vigh T, Verreck G, Marosi G J, Nagy Z K. Probiotic bacteria stabilized in orally dissolving nanofibers prepared by high-speed electrospinning. Food and Bioproducts Processing 2021; 128: 84.
Open Access
-
Hirsch E, Nacsa M, Pantea E, Szabó E, Vass P, Domján J, Farkas A, Nyíri Z, Eke Z, Vigh T, Andersen S K, Verreck G, Marosi G J, Nagy Z K. Oligonucleotide Formulations Prepared by High-Speed Electrospinning: Maximizing Loading and Exploring Downstream Processability. Pharmaceutics. 2023; 15(3):855.
Open Access
-
Ning T, Zhou Y, Xu H, Guo S, Wang K, Yu D-G. Orodispersible Membranes from a Modified Coaxial Electrospinning for Fast Dissolution of Diclofenac Sodium. Membranes. 2021; 11(11):802.
Open Access
▲ Close list